
焊接机器人是指具有( )个或以上可自由编程的轴,并能将焊接工具按要求送到预定空间位置,按要求轨迹及速度移动焊接工具的机器。
A、1
B、2
C、3
D、4
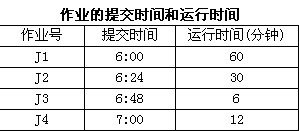
作业J1,J2,J3,J4的提交时间和运行时间见表1。若采用短作业优先调度算法,则作业调度次序为 (18) ,平均周转时间为 (19) 分钟(这里不考虑操作系统的开销)。
表1作业的提交时间和运行时间
作 业 号
提 交 时 间
运行时间(分钟)
J1
6:00
60
J2
6:24
30
J3
6:48
6
J4
7:00
12
(18) A. J1→J3→J4→J2
B. J4→J3→J2→J1
C. J3→J4→J2→J1
D. J1→J2→J3→J4
(19) A. 30
B. 45
C. 60
D. 72
A.0轴
B.1轴
C.6轴
D.附加轴
A.单轴运动
B.线性运动
C.重定位运动
D.旋转运动
A.轴坐标系
B.世界坐标系
C.工具坐标系
D.基坐标系
第一章绪论一、填空1、手臂、下肢运动2、示教再现机器人、感知机器人、智能机器人3、日系、欧系二、选择1、D2、D3、C三、判断1、Q2、J3、X第二章工业机器人的机械结构和运动控制一、填空1、自由度2、操作机、控制器、示教器、末端执行器、操作机、控制器、示教器3、点位运动(PTP)、连续路径运动(CP)、CP4、正向二、选择1、D2、D三、判断1、Q2、J3、X第三章手动操纵工业机器人一、填空1、机器人轴、基座轴、基座轴、外部轴2、工具3、点动二、选择1、D2、D三、判断1、X2、X3、J4、X5、四、综合应用表3-6手动移动机器人要领位置移动方式机器人坐标系点动连续移动关节直角工具用户ABVVVBCVVCDVVDEVVEFVVFAVV第四章初识工业机器人的作业编程一、填空1、示教、程序、再现2、跟踪3、离线编程二、选择1、B2、D3、D三、判断1、J2、J3、X4、X5、J四、综合应用表4-6直线轨迹作业示教程序点作业点/空走点插补方式作业点空走点PTP直线插补圆弧插补程序点1VV程序点2VV程序点3VV程序点4VV程序点5VV程序点6VV第五章搬运机器人的作业编程填空1、龙门式搬运机器人、悬臂式搬运机器人、侧壁式搬运机器人、摆臂式搬运机器人2、吸附式、夹钳式、仿人式3、机器人控制柜、示教器、气体发生装置、气吸附手爪二、选择1、D2、D三、判断1、J2、J3、J四、综合应用略第六章码垛机器人的作业编程、填空1、龙门式码垛机器人、摆臂式码垛机器人2、吸附式、夹板式、抓取式、组合式3、操作机、机器人控制柜、示教器、真空发生装置、气体发生装置4、一进一出、一进两出、两进两出、选择1、A2、A三、判断l、x2、X3、d四、综合应用略第七章焊接机器人的作业编程一、填空1、关节式2、C型、伺服3、弧焊、示教器、焊枪、操作机、弧焊电源4、双、双、H二、选择l、B2、D3、D三、判断1、2、丿3、丿四、综合应用(1)表7-13圆弧轨迹作业示教程序点焊接点/空走点插补方式焊接点空走点PTP直线插补圆弧插补程序点1VV程序点2VV程序点3VV程序点4VV程序点5VV程序点6VV程序点7VV2)略第八章喷涂机器人的作业编程一、填空1、56、手臂、232、球型手腕、非球型手腕、非球型手腕3、喷房、操作机、安全围栏、机器人控制器二、选择1、D2、C3、D三、判断1、x2、x3、7四、综合应用表5-13汽车顶盖轨迹作业示教程序点喷涂作业点/空走点插补方式作业点空走点PTP直线插补圆弧插补程序点1程序点2程序点3程序点4程序点5程序点6程序点7程序点8程序点24程序点25第九章装配机器人的作业编程一、填空1、直角式、关节式2、吸附式、夹钳式、组合式3、操作机、控制系统、装配系统、传感系统二、选择1、C2、D三、判断l、x2、X3、J四、综合应用略
A.末端执行器
B.工具中心点
C.工件
D.工业机器人关节
A.工件的中心点
B.工具中心点
C.基座的中心点
D.外部轴的中心点
A.机器人底座中心
B.机器人外部某一个点
C.机器人六轴关节处
D.机器人六轴法兰盘中心
A.工具
B.工件
C.手部
D.基座
作业J1,J2,J3,J4的提交时间和运行时间见下表。若采用短作业优先调度算法,则作业调度次序为(18),平均周转时间为(19)分钟(这里不考虑操作系统的开销)。
A.J1→J3→J4→J2
B.J4→J3→J2→J1
C.J3→J4→J2→J1
D.J1→J2→J3→J4